Tato stránka není v současné době k dispozici ve vašem jazyce. Automatizovaný překlad můžete zobrazit pomocí nástroje Google Translate. Neodpovídáme za poskytování této služby a výsledky překladu jsme nekontrolovali.
Potřebujete-li další pomoc, kontaktujte nás.
AgustaWestland’s Wildcat Supplier


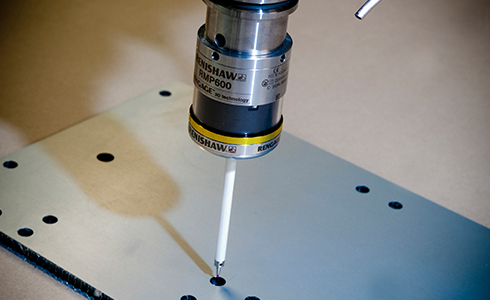
To help win and maintain this preferred supplier status to one of the world's top aerospace manufacturing companies, Tods invested in a CMS five-axis router, a Renishaw RMP600 wireless touch probe and OMV Pro measurement software.
Yeovil, Somerset, UK, is home to world-leading aerospace manufacturer, AgustaWestland. Tods Composite Solutions specialises in the design and build of lightweight structures in composite materials, providing solutions for demanding aerospace and defence applications and is a Gold Supplier to AgustaWestland. The Anglo-Italian company employs nearly 4000 people in the area, plus countless others who work for its many suppliers. One of those suppliers is Tods Composite Solutions, a precision engineering business with a roster of 150 and a £16 million/year turnover.
This privately owned business, which has design and manufacturing facilities in Crewkerne, Somerset and Portland, Dorset, is an AgustaWestland preferred supplier, which marks it out as one of the best in its field.One of the largest AgustaWestland projects that Tods has supported in recent years is the AW159 Lynx Wildcat: the next generation of Lynx helicopter being supplied to the UK Navy and Army. The UK Government awarded the £1 billion contract in the summer of 2006 and in recent years Tods has been involved in the co-design and manufacture of several, major component parts for the aircraft, including the cockpit doors, the cargo doors and many of the main fuselage panels, all of which are made from carbon composite.
The RMP600 is a compact touch probe which incorporates Renishaw's patented RENGAGE™ high accuracy strain gauge technology and uses proven frequency hopping spread spectrum (FHSS) radio signal transmission. It offers all the usual benefits of Renishaw touch probes, including the ability to measure complex 3D part geometries on all sizes of machining centres.
‘One of the key reasons for purchasing the probe was to align the AW159 cabin roof and then machine it,' says Mr Young. ‘This has proven very successful and we are now producing our own CMM reports generated from the use of the Renishaw OMV software and the RMP600 probe. Without the probe we would not have been able to machine the roof as accurately and we couldn't have aligned the jigs with such precision.'
Tods now supplies a total of 126 components for the AW159, which will be required at the rate of one set (aircraft) a month. ‘Three years ago we invested in a 5-axis CMS router so we could machine these components and other tooling in our own factory,' says Mr Richard Winterbottom, Operations Director at Tods. ‘Around the same time we were also bidding for increasingly complex 5-axis work. Our strategy is to bring more and more manufacturing capability in-house, so we can be more agile and keep better control of lead times and quality. This is particularly important during the early phases of new product introduction.'
A year later the company employed CNC Manager Bob Young, initially as CNC Programmer. ‘Prior to that, we were only using the machine's basic capabilities,' says Mr Winterbottom. Bob Young had been with the company a year when manufacturing put together a proposal for a Renishaw RMP600 wireless touch probe and OMV Pro software.

‘We also use the Renishaw probe for first article inspection (FAI) on every new civil aircraft flooring project,' adds Mr Young. ‘For example, we currently have a project where a batch of machined components need to go back on the CMS router, as the customer has made a modification. We'll use the probe to re-align the component prior to machining the additional feature.'
Bob Young also claims that the RMP600 allows the company to take on more complex work and produce parts at the required high quality, faster than ever before. ‘We still feel that we're in the early stages of getting to know the probe's capabilities,' he says, ‘but we are very happy with the accuracy and, in particular, the consequent reduction in scrap parts further down the production line. These are large, expensive components and we can use the probe to identify and avoid errors while we are still at the R&D stage.'
Although Tods is not the design authority, it does contribute significantly to the development of AW159 parts. The customer sends the company the space envelope for a CAD model, along with the design specification. ‘Our objective', says Mr Peter Eckersall, Tods' Engineering Director, ‘is usually to make a more simple assembly from fewer parts, to give better longevity, easier maintenance and overall, lower lifetime cost.' The company aims to provide a better overall solution.
He continues, “When we get a CAD model we take a close look and start working out a plan to machine the tooling,' says Mr Young. ‘Once we have the first finished part, we'll write a programme for the Renishaw probe, to check that all of the holes and features meet the specified tolerances.'
The accuracy gains attributable to the RMP600 touch probe are echoed by Tods' Quality Director Martyn Perks, who states, ‘Digital manufacture & digital design has given different sorts of tolerances and different features which using traditional measuring equipment such as micrometers and vernier calipers doesn't really get us to the levels of quality and accuracy and checking that we require.'
According to Richard Winterbottom, Tods was the first company in the country to gain SC21 Bronze recognition for Supply Chain Excellence, awarded in July 2008. ‘We aim to provide solutions in composites, working closely with OEMs to meet new product introduction deadlines, ‘on time and on budget'. We've invested heavily in our manufacturing capabilities to achieve the very highest quality, and that investment strategy is paying off.'
To get the most from any new technology, those who are charged with operating it must know exactly what it's capable of. Both Bob Young and Richard Winterbottom agree that the reason Tods invested in the Renishaw equipment owed a great deal to the level of support from the British company.
‘The Renishaw team has been fantastic,' concludes Mr Young, ‘especially with regards set-up and training. Their engineers spent hours with us, making sure we knew what we were doing. We looked at other suppliers, but we weren't convinced they could support us as well as Renishaw could.'