Inteligentní řízení procesu IPC
Data naměřená kontrolním systémem Equator™ lze ve zpětné vazbě ihned využít pro řízení procesu. Obráběcí stroj automaticky změní korekci nástroje na základě skutečných rozměrů hotového dílce.
Zpětná vazba v reálném čase
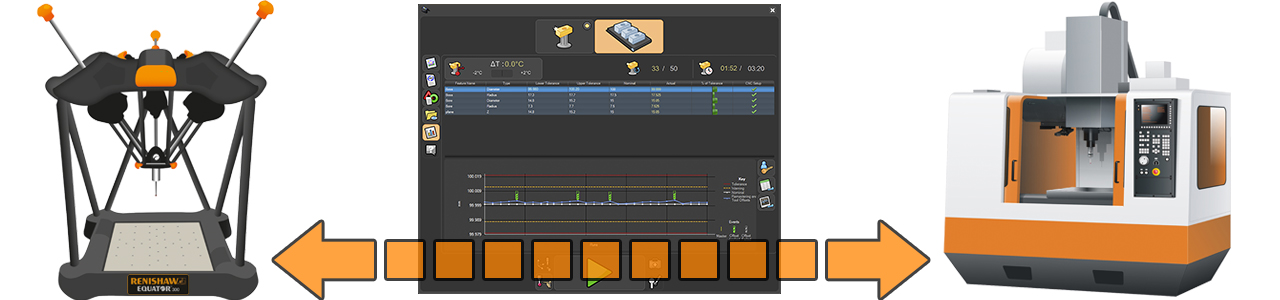
Výsledky kontrolních měření lze snadno zpracovávat v reálném čase. Softwarová aplikace IPC umožňuje připojení k vybraným moderním řídicím systémům obráběcích strojů. To umožňuje aktualizaci hodnot korekcí a skutečně automatizované řízení procesu. Data získaná systémem Equator lze používat pro opakovatelnou a spolehlivou aktualizaci korekcí nástrojů a kompenzovat tak obvyklé příčiny nestability procesu, například opotřebení nástroje a teplotní drift.
Možnosti řízení procesu
Korekce lze pro zlepšení schopností procesu obrábění statisticky kontrolovat, což vede ke zvýšení kvality a vyššímu zisku. Toho je dosaženo použitím klouzavého průměru měření prvků pro výpočet hodnot kompenzace a standardních odchylek k výpočtu regulačního rozsahu.
Správa životnosti řezného nástroje
Jakmile byl nástroj kompenzován víckrát, než je maximální korekce nástroje (definovaná uživatelem), zobrazí systém obsluze pokyn, že je nástroj opotřebený a je nutno jej vyměnit. Obráběcí stroj pak může rozhodnout, zda použije sesterský nástroj nebo zda před následujícím cyklem zastaví proces.
Aktualizace více strojů
Systém Equator může posílat hodnoty aktualizace korekcí více strojům, což znamená aktualizaci více nástrojů na více strojích současně. Například procesy OP10 a OP20 lze řídit jedním měřicím cyklem. Všechna data jsou uložena a opatřena časovým údajem pro pozdější analýzu.
Klíčové vlastnosti
- Omezení zásahů obsluhy
- Omezení prostojů stroje
- Chyby zaznamenané pro několik dílců se zprůměrují, což vede k přesnějším aktualizacím
- Nedochází k žádnému zpoždění kvůli blízkosti obráběcího stroje
- Umožňuje aktualizaci One-to-Many (systém Equator na obráběcí stroj)
Jednoduché nastavení parametrů
- Výběr použitého rozměru
- Nastavení regulačních rozsahů
- Nastavení charakteristik korekcí
- Výběr aktualizovaného stroje
- Nastavte výchozí korekci nástroje.